Laserem sintrovaný CoCr je svými vlastnostmi naprosto rovnocenný frézovanému kovu a použitá výrobní technologie zaručuje nesrovnatelně lepší vlastnosti a přesnost ve srovnání s kovem odlévaným ručně. Technologie 3D tisku z CoCr prášku umožňuje zhotovit i tvary, které jsou frézováním technicky nedosažitelné. Obecně je technologie laserového sintrování díky své vysoké efektivitě nejlevnější a nejvýhodnější metodou zhotovení CAD/CAM kovové konstrukce.
Microdent disponuje třemi stroji ProX200 DMP od americké společnosti 3D Systems o jednotlivém výkonu 300 W a vysoké výrobní kapacitě. Patentovaná technologie dvojitého sintrování zaručuje bezkonkurenční kvalitu výrobku. Ten je dokonale slinutý, neporézní, přesný a detailní.
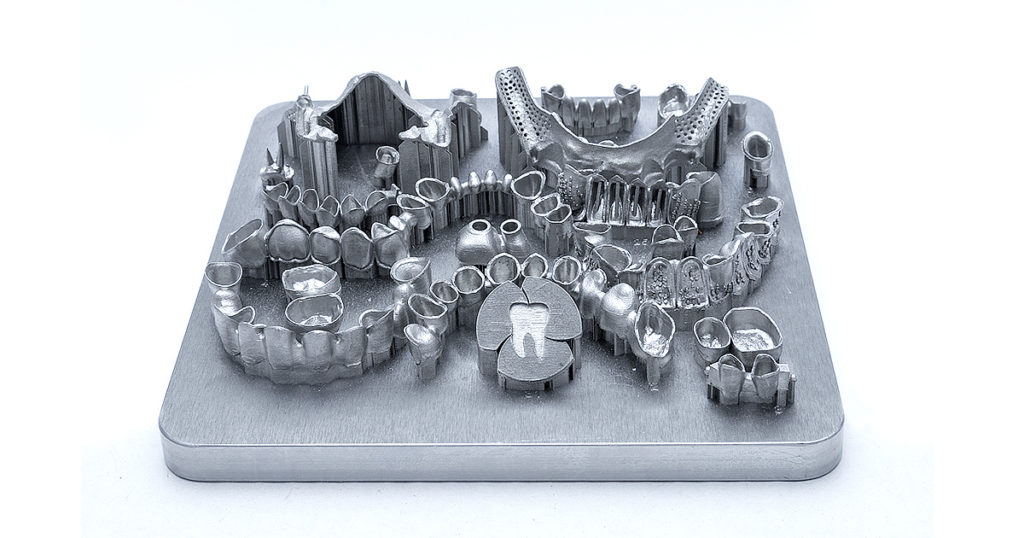
Princip výroby náhrady je shodný s obecnými pravidly 3D tisku. V prvním kroku se ve speciálním CAM programu 3D model budoucího výrobku usadí na stavební desku, přidají se k němu nutné podpěry a vzniklé objekty se rozřežou horizontálně na vrstvy, z nichž se při tisku výrobek bude skládat. Strojní program se přenese do 3D tiskárny, kde je v pracovní komoře umístěna rozměrná stavební deska. Na ni je cyklicky vrstvena slitina CoCr ve formě velmi jemného prášku, jež je silným laserovým paprskem spékán (sintrován), aby vznikla vždy další vrstva výrobku.
Při následném tepelném zpracování jsou výrobky žíháním stabilizovány, aby při fasetování keramikou nedošlo k rozměrovým či tvarovým změnám.
Podle typu výrobku volíme typ stavebního materiálu a následující tepelné zpracování – pro korunky a můstky je třeba materiál s vysokou pevností a tuhostí (CoCr C&B), pro skelety naopak materiál pružnější (CoCr PAR), který zajistí funkčnost i tenkých spon.
U sintrovaných výrobků nejsou z hlediska designu téměř žádná tvarová a rozměrová omezení. V detailech lépe, než frézované konstrukce, odpovídají virtuální předloze.
Technologie 3D tisku umožňuje snadno a levně zhotovit konstrukce i pro extrémní případy.
CoCr laserem sintrovaný nalezne uplatnění u výrobků typu kapna, redukovaná korunka, fasetová korunka s mechanickými retencemi, kořenová nástavba, všechny druhy můstků, primárních i sekundárních konstrukcí, třmenů, konstrukcí se zásuvnými spoji, výborně jej lze použít na skelety a výztuhy náhrad atd.
U šroubovaných konstrukcí s přímým dosedem na implantát doporučujeme využít CoCr laserem sintrovaný v systému s vlepovanými titanovými bázemi.
Jsou k nalezení v sekci dokumentů a souborů pro stažení.
Před nanášením keramiky opracujte konstrukci podle běžných zásad práce s CoCr slitinami pro keramiku, opískujte (max. 3 bary, 110–250 μm), dokonale opárujte a nanášejte keramický systém. Není třeba provádět oxidační pálení. Lze použít všechny keramické systémy pro CoCr. Je možné (ale ne nutné) použít bonder. CTE našeho materiálu pro C&B výrobky je 14,0–14,2. Opaquer nanášejte pečlivě v několika tenkých vrstvách. Pokud to je možné, doporučuje se jeho pálení na teploty do 920 °C, aby zůstal matný (zejména u keramiky VITA) pro lepší vazební vlastnosti s dalšími vrstvami fasetovací keramiky. Ostatní vrstvy keramiky nanášejte standardním postupem, mezi jednotlivými vrstvami dokonale opárujte kavity od vytvořených oxidů.
Nejdůležitější pro kvalitní výsledek je nastavit na peci pomalejší programy (stoupání a klesání teploty mezi 30-50°C/min a vždy nechat pec chladnout zavřenou až na teplotu kolem 500-550 °C, teprve potom postupně nechat otevírat komoru. Doporučujeme si programy vždy otestovat a upravit podle vlastních zkušeností, ale dodržovat zásadu, že čím rozsáhlejší a masivnější je konstrukce, tím pomalejší pálící program by měl být. Maximální teplota pro napalování keramiky pro naše konstrukce je 980 °C.
Laserem sintrované konstrukce lze svařovat laserem, obloukem či letovat.
Pro více informací kontaktujte naši zákaznickou linku:





























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}